
I got my new cases from HD ('73 shovel specs on -84E evo castings) this Monday morning. I had a few customers' bikes to wrap up before I could get moving though. It killed me. . . the clock is ticking on getting this bike up and broken in before the SMSO.
I was a scorcher here in Bushwick today. . . seemed like damned near 100F. I turned the fans on, broke out the Fred McDowell, AC/DC, Mississippi John Hurt, T-Bone Walker, and some other shit and got to work.
I'm running a 93" S&S crank in this motor so I had some work to do to get these brand-new stock cases into spec. for duty. S&S was kind enough to do one hell of a fine job creating an instruction sheet for how to prep the cases. It's really a no-brainer (that expression sucks but it has somehow crept into current usage) if you take your time.
Here goes the story:
I unpacked the cases and generally went over them. I was being extra careful since these are evo castings and may require some updated or different parts than I was using in the old cases. HD seemingly has their shit together with the case replacement program because everything checked out to '73 specs. The oil pump passages are all in the right place for my S&S pump. The -87A pinion race oil passages are clear (paranoia made me check them). The timken bearings are installed properly with the correct end-play and flow oil clearly. My cylinders fit nicely (my machinist guru cut the spigots out for me - he can do it in an hour for $70 while it would have taken me considerably more time since I don't have the jig for it.), as do the tappet blocks. The base studs are installed to the correct depth. The oil pump shaft bush is a perfect fit on my shaft. The breather bore is a perfect fit on the stock-sized breather.
There was a lot of casting flash and raw-machined areas that I cleaned up with a carbide burr and some emory paper.
I measured the pinion race and picked up a set of late-model pinion rollers (orange - I can't get used to this color- coded stuff yet. Thanks to DanR who was kind enough to send me the actual size equivalents for the colors. I'll end up running a .0008 fit on the pinion rollers). I also got a few thrust washers of varying thicknesses so I can center the bearing in the race as I'm using an older pinion shaft.
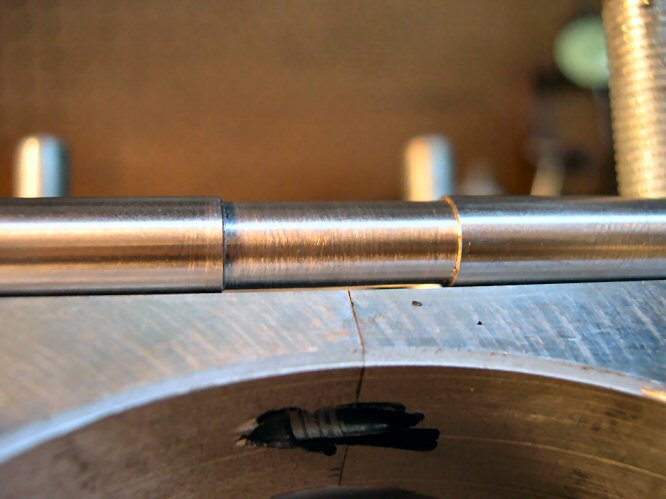
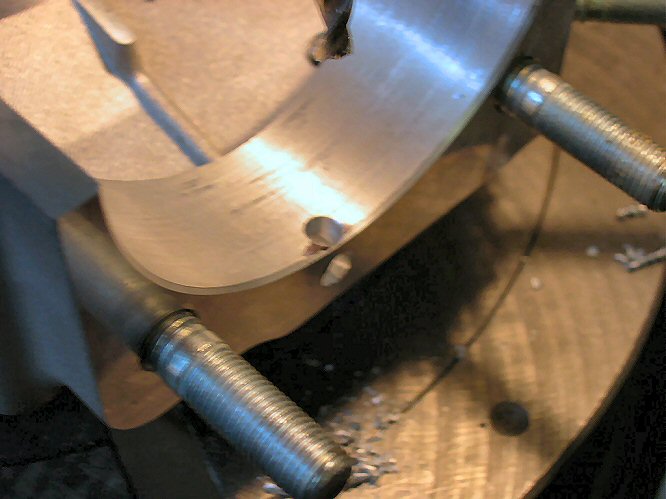
I noticed that the case bolts that came with these cases are different than the ones I was running. Different diameters and an extra blind-hole screw than a shovel set. Guess I'll use the ones they sent. Time for alterations: Boring the spigots for the 3-5/8 barrels exposes a little of the center case bolt and the rear spigot rear case screw. In order to prevent stress on the barrels from contact, I machined them down to be flush with the case spigot bore. Here's the pics:
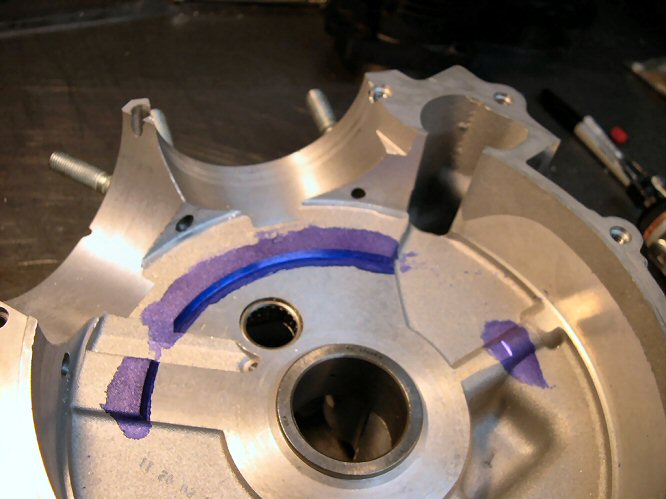
The next order of business was to set up the cases for top-end oil drainage. The big-bore barrels drain differently than stock requiring that a passage be created on the deck faces to pass the oil from the barrel passage to the oil hole in the barrel bore below the piston travel. Here's the pics:

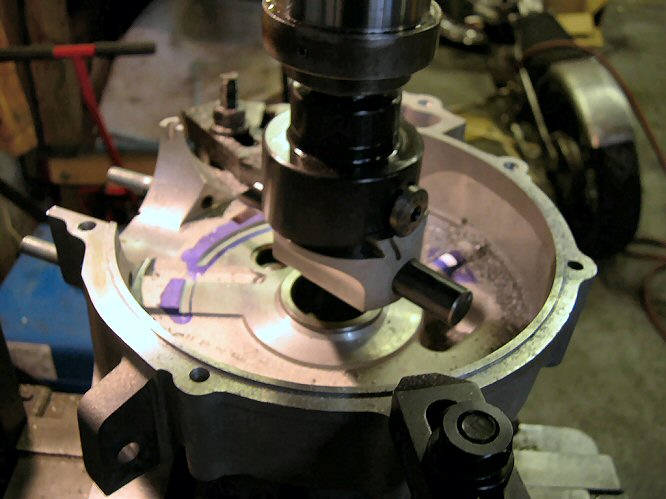
The next step was to create proper clearance in the timing side case for the crank pin nut. As the crank pin nut travels a greater diameter on a stroker, the channel that is machined into stock cases must be altered to account for the difference. I started by calculating the radius that the crank pin nut travels on my crank: 1/2 stroke + 1/2 nut diam. at points + desired clearance (.062). After laying out the cut, I setup the case on the mill table and located it relative to the spindle:

The final step of the evening (or at least the final step in the shop before a BEER and cleanup) was to do the cutting. I must say that this last year of total immersion in the shop learning to do machining work and related stuff has really paid off. Have you ever noticed how you can't see puppies and kids grow because you see them everyday, but every time your Grandma sees them they're amazed? It's like that with learning. . . I sometimes have to take a step back and remember my fear of the unknown and lack of experience with a lot of aspects of bike building. It didn't worry me in the least to cut on brand-new cases tonight. Hell yeah!!!!!!! Nothing brings satisfaction like conquering new realms.
It turns out the boring head and indexable cutter I had would not be able to cut the radius required without interfering with the pinion race. I therefore had to use an old boring bar (cheap, Chinese) mounting horizontally in the head with a really long cutter bit. I've been getting better at shaping cutter bits on the grinder, but am nowhere near proficient. Indexable carbide tooling has largely obviated the need for shaping your own. Luckily, aluminum is forgiving enough that ballpark values for lead, relief, and backrake angles will work just fine. I ground a tool bit and setup for my first cut. Piece of cake. I then finished the job and called it a night:

Hope y'all enjoyed the ride .. . . 'til next time, one for the troops (Rev tradition):
cheers,
jason
August, 2004
More tech articles @ www.greasygringo.com